Наша группа Вконтакте vk.com/4ertimcom
Расточной блок
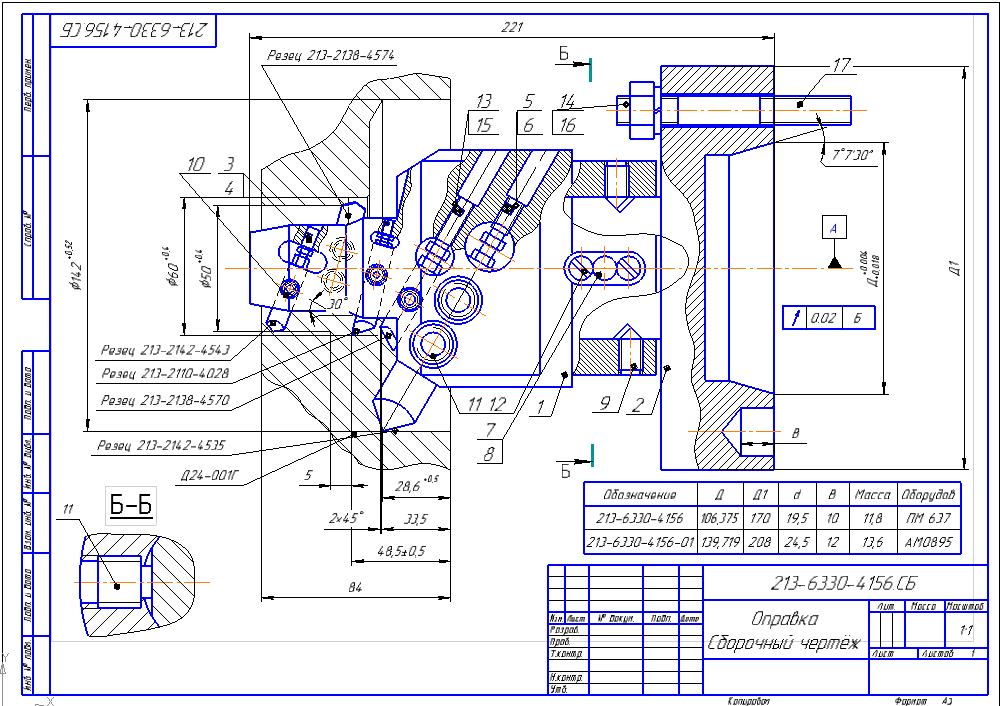
Описание:
Расточной блок для закрепления резцов
Автор: visharter
- Станки и приспособления
- Компас 13
- Войдите или зарегистрируйтесь, чтобы отправлять комментарии
Наша группа Вконтакте vk.com/4ertimcom
Комментарии
visharter
вс, 09/06/2020 - 11:22
Расточной блок для